Jednym z najbardziej energochłonnych procesów na oczyszczalniach ścieków jest napowietrzanie [1]. W alternatywie dla tradycyjnie używanych systemów napowietrzania poszukuje się coraz nowocześniejszych i sprawniejszych rozwiązań technologicznych, które pozwolą na minimalizację zużycia energii oraz czynności konserwacyjnych przy jednocześnie wysoko efektywnej aeracji.
Sposoby napowietrzania
Natlenianie ścieków może odbywać się na różne sposoby. Rozróżniamy urządzenia do napowietrzania powierzchniowego, z użyciem sprężonego powietrza lub wprowadzające czysty tlen. Napowietrzanie powierzchniowe, w którym używane są łopaty lub szczotki obracające się na linii styku wody i powietrza, ma zastosowanie przeważnie w zbiornikach płytkich (głębokość poniżej 3,5 m) lub w rowach cyrkulacyjnych. Takie rozwiązanie było bardzo popularne do lat 80. włącznie, stąd obecnie można je spotkać przy modernizacji oczyszczalni [2].
Współcześnie na większości oczyszczalni dominują systemy napowietrzania sprężonym powietrzem montowane 20 – 30 cm nad dnem zbiornika. Działają one na zasadzie rozpraszania pęcherzyków powietrza pod powierzchnią cieczy poprzez porowaty materiał dyspersyjny przy użyciu dmuchaw napowietrzających. W zależności od średnicy wytwarzanych pęcherzyków powietrza, można rozróżnić systemy grubo- i drobnopęcherzykowe. Najczęściej stosowana, a przy tym najbardziej efektywna jest aeracja drobnopęcherzykowa (średnica < 3 mm). Mniejsze pęcherzyki wolniej wydostają się na powierzchnię, a wydłużony czas ich przebywania w ściekach zwiększa transfer tlenu. Co więcej, drobne pęcherzyki przy takiej samej ilości wprowadzanego powietrza będą miały większą jednostkową powierzchnię transferu niż pęcherzyki grube [3].
Dyfuzory napowietrzające – przegląd
Obecnie na rynku dostępnych jest wiele rodzajów dyfuzorów napowietrzających. Mogą one różnić się zarówno kształtem (dyskowe, rurowe, płytowe), jak i materiałem wykonania (ceramika, PVC, EPDM, poliuretan, silikon). Obecnie najbardziej popularne są dyfuzory rurowe, które w porównaniu do pozostałych posiadają większą powierzchnię aktywną oraz pozwalają na napowietrzanie obszarów przydennych zbiornika, a nie jedynie ścieków nad nimi, co zapobiega powstawaniu tzw. martwych stref w osadzie [4].
Z kolei w przypadku materiału, z którego dyfuzory mogą być wykonane – każdy jest specyficzny, dostosowany do różnego rodzaju ścieków i warunków eksploatacji. Dużą popularność zyskały membrany EPDM (Etylo-Propylenewe-Dienowe-Monomery) – dość odporne pod względem mechanicznym i chemicznym. Podczas pracy membrana rozciąga się, powodując otwieranie i zamykanie porów w zależności od wielkości przepływu doprowadzanego powietrza [5]. Dla ścieków przemysłowych stosuje się często membrany silikonowe, które charakteryzuje wysoka odporność chemiczna. W celu zwiększenia wytrzymałości można wykorzystać poliuretan, jednak trzeba liczyć się ze zwiększonym oporem powietrza. W miarę użytkowania rozszerzone otwory membran generują większe pęcherzyki powietrza, co powoduje spadek efektywności transferu tlenu. Jednocześnie wzrastają straty ciśnienia, gdyż membrany stają się bardziej sztywne i twarde oraz pojawia się zjawisko zarastania i zatykania podczas otwierania porów [6].
Innym typem są dyfuzory ceramiczne wykonane z mieszaniny ziaren kwarcu i żywicy syntetycznej. Materiał ten charakteryzuje się długą żywotnością i odpornością na różne agresywne środowiska. Dyfuzory odznaczają się także niskimi stratami ciśnienia, ale mają tendencję do szybkiego zatykania się, szczególnie w przypadku wdmuchiwania niewystarczająco czystego powietrza. Nie nadają się również do pracy przerywanej [4].
Nowością na rynku europejskim są rurowe systemy aeracji drobnopęcherzykowej wykonane z polietylenu. Tego rodzaju dyfuzory produkowane są przez Grupę Przemysłową ESMIL i od ponad dwudziestu lat wykorzystywane w różnych częściach świata, głównie na wschodzie.
Dyfuzory polietylenowe – budowa
Rysunek 1 przedstawia budowę aeratora AP KV produkcji ESMIL. Włóknisto-porowaty element dyspersyjny (otulina) o porowatości 35-50 % wykonany jest z niskiej gęstości polietylenu LDPE (0,45-0,60 g/cm3) metodą ekstruzji pneumatycznej. Polega ona na aplikowaniu aerodynamicznie ukształtowanych włókien stopionego polietylenu na urządzeniu formującym. Wewnątrz aeratora znajduje się szkielet (karkas) perforowany z PVC lub polietylenu o wysokiej gęstości (HDPE), w zależności od wymagań. Pomiędzy elementem dyspersyjnym a karkasem występuje przestrzeń powietrza (szczelina), w której poprzecznie zamocowane są pierścienie rozstawcze.
 |
|
Rys. 1. Schemat budowy aeratora AP KV ESMIL
Badania parametrów eksploatacyjnych
Głównym parametrem określającym wydajność dyfuzora jest wskaźnik sprawności transferu tlenu – Standard Oxygen Transfer Efficiency (SOTE). Jest to obiektywny wskaźnik ujmujący stosunek pomiędzy ilością tlenu doprowadzanego do ścieków (faktycznie transferowanego) a ilością tlenu wtłaczanego do systemu za pomocą dmuchaw [7].
Kolejnym istotnym parametrem są straty ciśnienia (headloss) na dyfuzorze. Wskaźnik ten ma duże znaczenie podczas dobierania odpowiedniej dmuchawy. Przekłada się to bezpośrednio na koszty związane z późniejszą eksploatacją.
Mając na uwadze wyżej wymienione parametry, prowadzono badania dyfuzorów polietylenowych w kilku niezależnych instytutach badawczych (Centrum Studiów i Badań Technicznych CEIT w San Sebastian, Uniwersytet Nawarry, Hiszpania, Uniwersytet Techniczny w Dreźnie). Wynika z nich, iż wskaźnik SOTE może zawierać się w granicach od 5,5 do 8,4 % w zależności od warunków eksploatacji (przepływ, zanurzenie, gęstość polietylenu). Poniżej przytoczono wyniki uzyskane niedawno przez IOŚ-PIB Oddział we Wrocławiu. Testy w czystej wodzie prowadzone były przy zanurzeniu 4 m, zgodnie z niemiecką wytyczną ATV M209.
Producenci dotychczas dostępnych na rynku dyfuzorów zamieszczają informacje w powszechnie dostępnych katalogach na temat osiąganych wartości SOTE. Większość dyfuzorów uzyskuje do 6,5%/m zanurzenia. W przypadku dyfuzorów AP KV, przy zanurzeniu 4 m wskaźnik ten waha się w granicach od 6,7 % dla obciążenia powietrzem 20 Nm3/mdyf/h do 7,3 % dla obciążenia 5 Nm3/mdyf/h (Tabela 1).
Tabela 1. Charakterystyka eksploatacyjna dyfuzora AP KW ESMIL (IOŚ-PIB)
| Obciążenie jedn. dyfuzora | Nm3/mdyf/h | 5 | 7,5 | 9 | 12 | 20 |
| Głębokość napowietrzania | m | 4 | ||||
| SOTR | kgO2/mdyf/h | 0,436 | 0,645 | 0,773 | 0,990 | 1,588 |
| SOTE | gO2/mgł | 21,9 | 21,6 | 21,5 | 20,7 | 19,9 |
| %/mgł | 7,31 | 7,21 | 7,20 | 6,92 | 6,66 | |

Wykres 1. Efektywność transferu tlenu dyfuzorów polietylenowych AP KW ESMIL
Jak wynika z informacji podawanych przed producentów systemów napowietrzania, dostępne na rynku dyfuzory charakteryzują się stratami ciśnienia w granicach od powyżej 1 do powyżej 4 kPa przy zanurzeniu 4 m. Niższe wartości osiągają zazwyczaj dyfuzory ceramiczne, natomiast wyższe – membranowe.
W przypadku strat ciśnienia dyfuzory polietylenowe typu ESMIL w badanym zakresie obciążeń charakteryzowały się bardzo niskimi wartościami; przy zanurzeniu 4 m były to wielkości w przedziale od <0,5 do 1,0 kPa, przy obciążeniu powietrzem od 5,0 do 20 Nm3/mdyf/h.

Wykres 2. Straty ciśnienia na dyfuzorze polietylenowym AP KW ESMIL
Konserwacja
Dyfuzory napowietrzające, w zależności od medium, w którym są zainstalowane, a także od innych warunków pracy mogą ulegać zanieczyszczaniu na różne sposoby. Generalnie rozróżnia się dwa rodzaje zanieczyszczania: (1) zatykanie porów od strony wewnętrznej przez cząsteczki dostające się z powietrza albo zatykanie od strony cieczy przez węglany lub wodorotlenki metali; (2) obrastanie zewnętrznej warstwy dyfuzora biofilmem. W praktyce ciężko jest rozróżnić te zjawiska, gdyż występują one jednocześnie, przy czym jedno jest dominujące [8].
W celu utrzymania dyfuzorów oraz dmuchaw w dobrej sprawności należy zwracać uwagę na spadki ciśnienia oraz stężenie tlenu rozpuszczonego w zbiorniku. Zmiana tych parametrów może wskazywać na konieczność konserwacji systemu [9].
Czyszczenie dyfuzorów można przeprowadzać podczas pracy komory napowietrzania lub przerywając funkcjonowanie zbiornika, wyjmując dyfuzory (ex-situ) bądź nie (in-situ). Często z różnych przyczyn nie jest możliwe opróżnienie zbiornika i przerwanie pracy oczyszczalni; czynności te zajmują także dużo czasu – potrzeba nawet 2-3 tygodni na odłączenie dyfuzorów i wyczyszczenie ich ex-situ. Czyszczenie in-situ jest lepszym wariantem, gdyż czas konserwacji może być skrócony do kilku dni [8], [9].
Istnieją różne metody czyszczenia: przemywanie kwasem lub zasadą, wstrzykiwanie gazu, mycie wodą pod wysokim ciśnieniem albo krótkotrwałe zwiększanie wydatku powietrza [8]. Powszechnie stosowaną techniką jest czyszczenie kwasem, jednak nie eliminuje w pełni wewnętrznych zanieczyszczeń. Ponadto, dyfuzory traktowane kwasem są bardzo podatne na ponowne zatkanie w przyszłości [10]. Podczas czyszczenia membran należy również zwrócić uwagę na możliwe szkodliwe działanie kwasu na materiał, z którego wykonana jest membrana. Obecnie dostępne są różne środki czyszczące, które zawierają związki chelatujące, utleniające, alkaliczne i inne. Czyszczenie można prowadzić nie przerywając pracy komór napowietrzania, gdyż nie wpływa to znacząco na aktywność mikrobiologiczną organizmów [11].
W przypadku podawania większego przepływu powietrza, nie zaleca się stosowania tej metody na dyfuzorach membranowych ze względu na ryzyko pękania/rozdmuchania porów i uszkodzenia membran.
Polietylen jest materiałem odpornym na działanie roztworów kwasów i zasad, więc w razie konieczności nie ma przeciwwskazań do stosowania tych substancji w celu czyszczenia dyfuzorów rurowych tego typu. Sztywna konstrukcja pozwala na zwiększanie obciążenia dyfuzorów powietrzem bez ryzyka ich uszkodzenia.
Według referencji eksploatatorów oczyszczalni, na których zostały zainstalowane dyfuzory polietylenowe, główne czynności konserwacyjne ograniczały się do zwiększania wydatków powietrza na dyfuzorach. W nielicznych przypadkach (przeważnie tam, gdzie warunki eksploatacji były szczególnie utrudnione) stosowano czyszczenie wodą pod wysokim ciśnieniem. Na podstawie ponad 20-letniego doświadczenia w produkcji i sprzedaży dyfuzorów polietylenowych firmy ESMIL (więcej niż 700 000 metrów bieżących na ponad 400 obiektach) stwierdzono średnie efektywne działanie zainstalowanych dyfuzorów około 10 lat i dłużej.
Właściwości wyróżniające systemy napowietrzania ESMIL
Efektywny transfer tlenu przy niewielkich stratach ciśnienia to jedno z najważniejszych wymagań stawianych systemom napowietrzania. Wyniki badań Polskiego Instytutu Badawczego potwierdzają, iż dyfuzory polietylenowe ESMIL odznaczają się jednym z wyższych wskaźników SOTE oraz niskimi spadkami ciśnienia w porównaniu do dyfuzorów dostępnych na rynku.
Aeratory ESMIL w większości przypadków nie wymagają czynności konserwacyjnych, podczas gdy inne systemy napowietrzania potrzebują przeważnie stałej obsługi i częstego czyszczenia.
Wartym uwagi jest fakt, iż istnieje możliwość dopasowania konstrukcji podczas montażu w taki sposób, aby powietrze było rozprowadzane równomiernie po całej długości zamontowanych dyfuzorów przy jak najmniejszych stratach ciśnienia. Z kolei szczelina powietrzna pomiędzy otuliną a karkasem zapewnia maksymalizację powierzchni roboczej.
W porównaniu do elastycznych membran konstrukcja dyfuzorów z LDPE jest sztywna, co zapewnia odporność na hydrouderzenia oraz inne uszkodzenia mechaniczne. Ponadto, polietylen wraz z upływem czasu nie zmienia swoich właściwości, podczas gdy membrany ulegają procesowi starzenia. Rezultatem tego jest pękanie i powiększanie się otworów napowietrzających, a w konsekwencji generowanie większych pęcherzyków powietrza i spadek efektywności natleniania [5].
Zamontowanie zaworów zabezpieczających instalację przed zalaniem zalecane jest głównie dla dyfuzorów ceramicznych, aczkolwiek może być także konieczne w przypadku dyfuzorów membranowych. W przypadku dyfuzorów polietylenowych nie ma takiej konieczności, gdyż podczas pracy przerywanej woda przedostaje się do wnętrza dyfuzora w niewielkim stopniu, co nie ma wpływu na poprawne działanie systemu.

Rys. 2 Dyfuzory polietylenowe zainstalowane na dnie zbiornika
Przykładowe referencje
W Izraelu na oczyszczalni Herclijja o przepustowości około 22 000 m3/d dyfuzory dyskowe wykonane z membran EPDM zostały wymienione na aeratory ESMIL.
W trakcie procesu rekonstrukcji oczyszczalni w 2009 r. zbudowano nowy reaktor biologiczny składający się z 3 sekcji po ≈ 6000 m3 i wysokości roboczej 6 metrów. Powietrze było podawane za pomocą 3 dmuchaw o wydajności ≈ 4500 m3/h każda oraz rozprowadzane przy użyciu dyfuzorów dyskowych wykonanych z membran EPDM.
Wkrótce po rozruchu przeprowadzona analiza ekonomiczna wykazała, że cały system jest bardzo nieefektywny. Aby utrzymać wymagane stężenie tlenu w granicach 1,5 – 2,0 mg/l konieczna była ciągła praca dwóch lub trzech dmuchaw (9 000 – 13 000 m3/h) w całym reaktorze, co nie zawsze przynosiło oczekiwane rezultaty. Gdy na początku 2013 roku na części dyfuzorów zaczęły pojawiać się oznaki uszkodzeń, zdecydowano o wymianie ich na produkt bardziej efektywny.
W listopadzie 2013 roku wymieniono dyfuzory w pierwszej sekcji reaktora. W efekcie znacząco zmniejszyła się ilość wdmuchiwanego powietrza, a wraz z nim energii. Nasycenie tlenem było stabilne i jednorodne w całym zbiorniku. Ze względu na to zdecydowano stopniowo zastępować dyfuzory membranowe z pozostałych sekcji na aeratory ESMIL.
Obecnie w całym reaktorze (3 sekcje) zainstalowane są polietylenowe dyfuzory rurowe, a rezultaty są bardzo zadowalające. We wszystkich sekcjach utrzymywane jest pożądane stężenie tlenu (około 2,0 mg/l) przy znacznie mniejszym zużyciu energii. Większość dnia (14-16 godzin) pracuje jedna dmuchawa (4500 m3/h), natomiast w godzinach szczytu (8-10 godzin) uruchamiana jest druga.
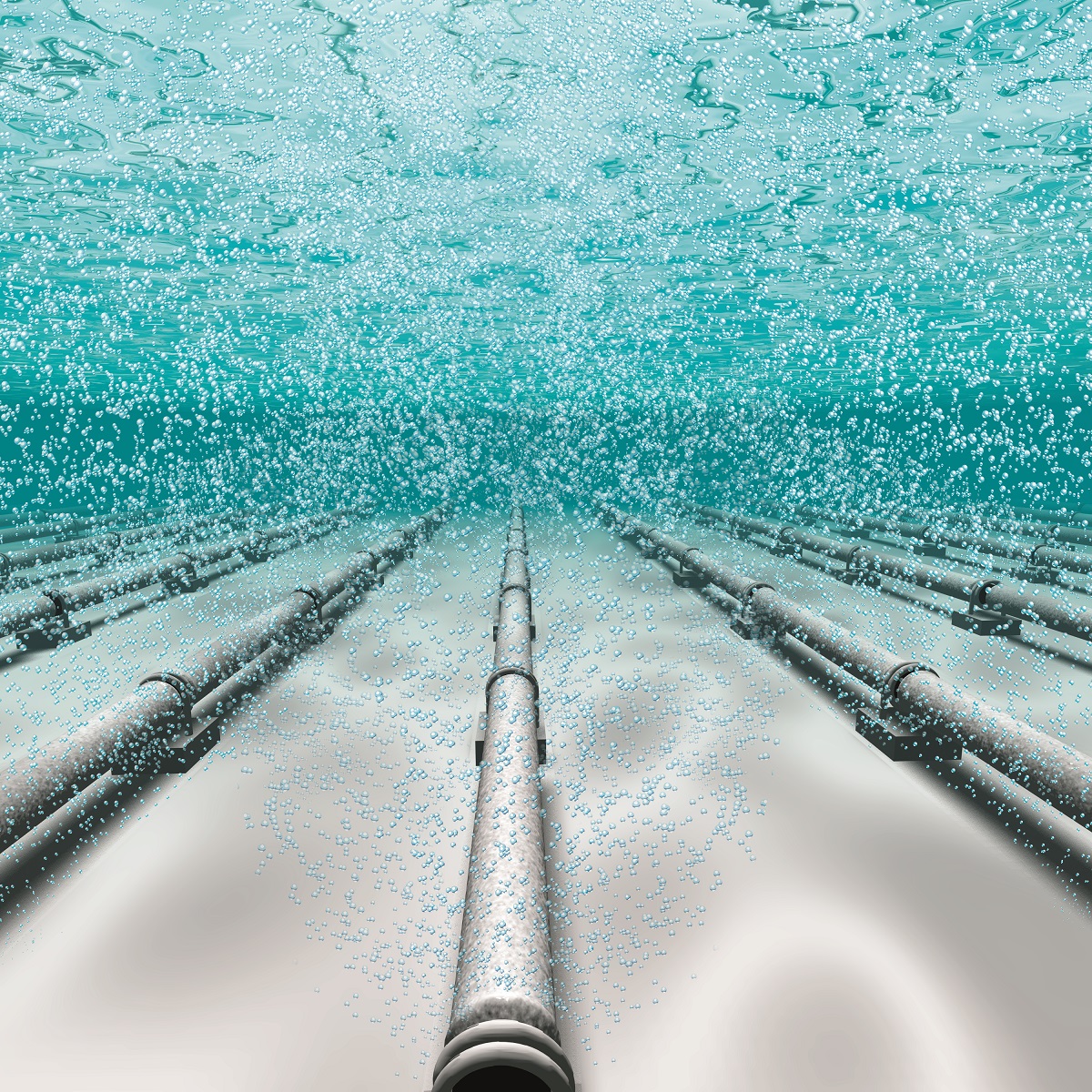
Na wykresie 3 zamieszczono porównanie rzeczywistych harmonogramów pracy dwóch sekcji reaktora – przed i po rekonstrukcji. Wykorzystanie dyfuzorów polietylenowych (LDPE) zamiast membranowych (EPDM) zapewniło zmniejszenie wdmuchiwanego powietrza średnio od 2,5 do 3 razy przy jednoczesnym utrzymaniu wymaganego stężenia tlenu w zbiorniku.
Wykres 3. Harmonogram pracy reaktora biologicznego
Podsumowanie
Dokonano przeglądu różnych typów dyfuzorów napowietrzających. Scharakteryzowano dyfuzory polietylenowe typu ESMIL pod względem budowy, warunków i parametrów eksploatacyjnych oraz konserwacji. Na podstawie wyników badań przeprowadzonych przez IOŚ-PIB stwierdzono wysokie wartości wskaźnika SOTE oraz niskie straty ciśnienia. Czynności związane z konserwacją dyfuzorów polietylenowych typu ESMIL są nieznaczne. Cechy wyróżniające je spośród innych dyfuzorów obecnych na rynku to przede wszystkim efektywny transfer tlenu, zastosowanie w produkcji niskiej gęstości polietylenu odpornego na szereg szkodliwych substancji, niespotykana konstrukcja pozwalająca na indywidualne modyfikacje i zapewniająca odporność mechaniczną. Wymiana dyfuzorów membranowych na polietylenowe typu ESMIL pozwala obniżyć koszty energii elektrycznej, zachować wymagane stężenie tlenu w zbiorniku oraz zmniejszyć ryzyko uszkodzenia aeratorów.
Bibliografia
[1] – P. Banaszek, „Optymalizacja zużycia energii. Klimzowiec według alorytmu,” Kierunek Wod-Kan, nr 3, pp. 26-29, 2014.
[2] – J. Łomotowski i S. A., Nowoczesne systemy oczyszczania ścieków, Warszawa: Arkady, 1999.
[3] – S. P. Levitsky, L. N. Grinis, J. Haddad i M. P. Levitsky, „Water oxygenation in an experimental aerator with different air/water interaction patterns,” HAIT Journal of Science and Engineering B, nr 2, pp. 242-253, 2005.
[4] – R. Woźniak-Vecchie, „Biologiczne oczyszczanie ścieków. Sztuka napowietrzania,” Magazyn Instalatora, p. 187, 3 Marzec 2014.
[5] – A. Kaliman, D. Rosso, S. Leub i M. K. Stenstrom, „Fine-pore aeration diffusers: Accelerated membrane ageing studies,” Water Research, nr 42, pp. 467-475, 2008.
[6] – D. Rosso, J. A. Libra, W. Wiehe i M. K. Stenstrom, „Membrane properties change in fine-pore aeration diffusers: Full-scale variations of transfer efficiency and headloss,” Water Research, nr 42, pp. 2640-2648, 2008.
[7] – T. J. Casey, Diffused air aeration systems for the activated sludge process. Design performance testing., Dublin: Aquavarra Research Publications: Water Engineering Papers, 2009.
[8] – U. S. EPA, Wastewater Technology Fact Sheet. Fine Bubble Aeration, Washington, D.C.: Office of Water, 1999.
[9] – J. Stevens, „Cleaning of diffusers at Edgeworth Wastewater Treatment Plant,” Water Industry Engineers & Operators Conference, Newcastle, 2008.
[10] – C. H. Hung i W. C. Boyle, „The effect of acid cleaning on a fine pore ceramic diffuser aeration system,” Water Science & Technology, tom 44, nr 2-3, pp. 211-218, 2001.
[11] – W. Frey i C. Thonhauser, „Clogging and cleaning of fine-pore membrane diffusers,” Water Science & Technology, Luty 2004.